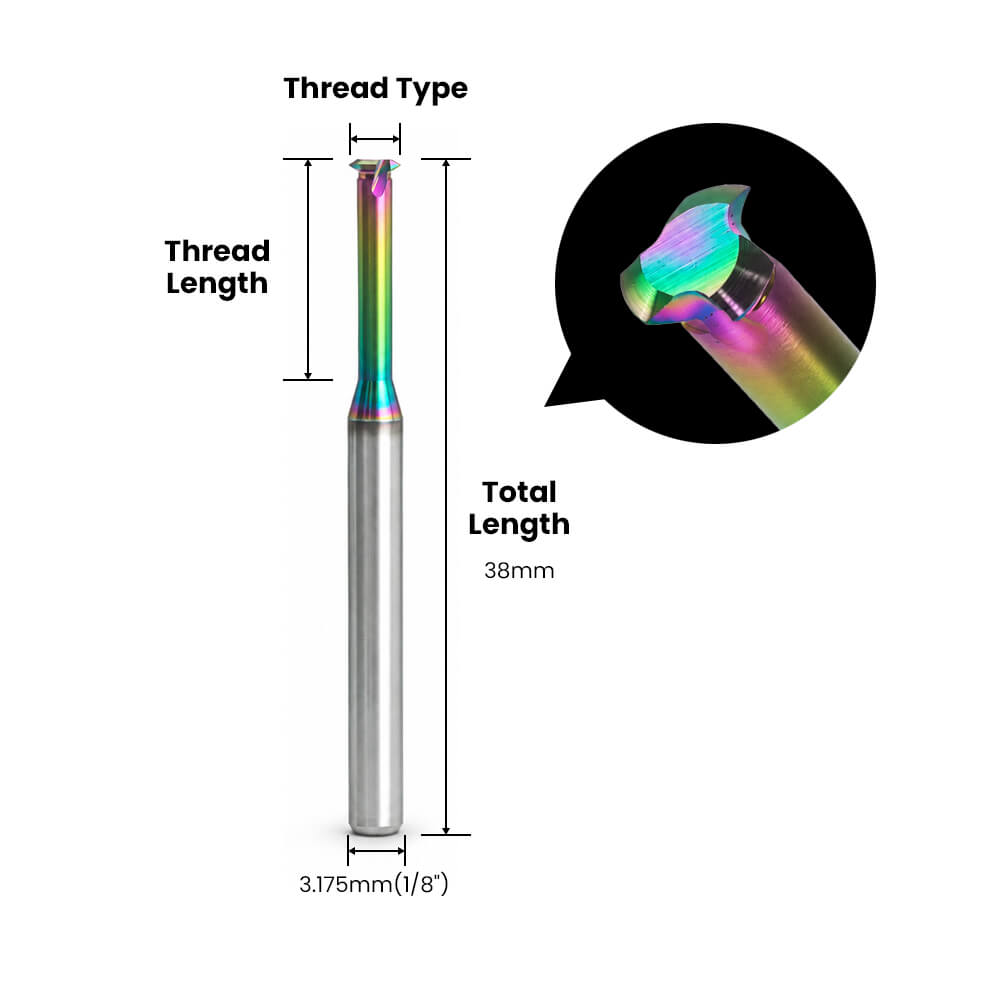
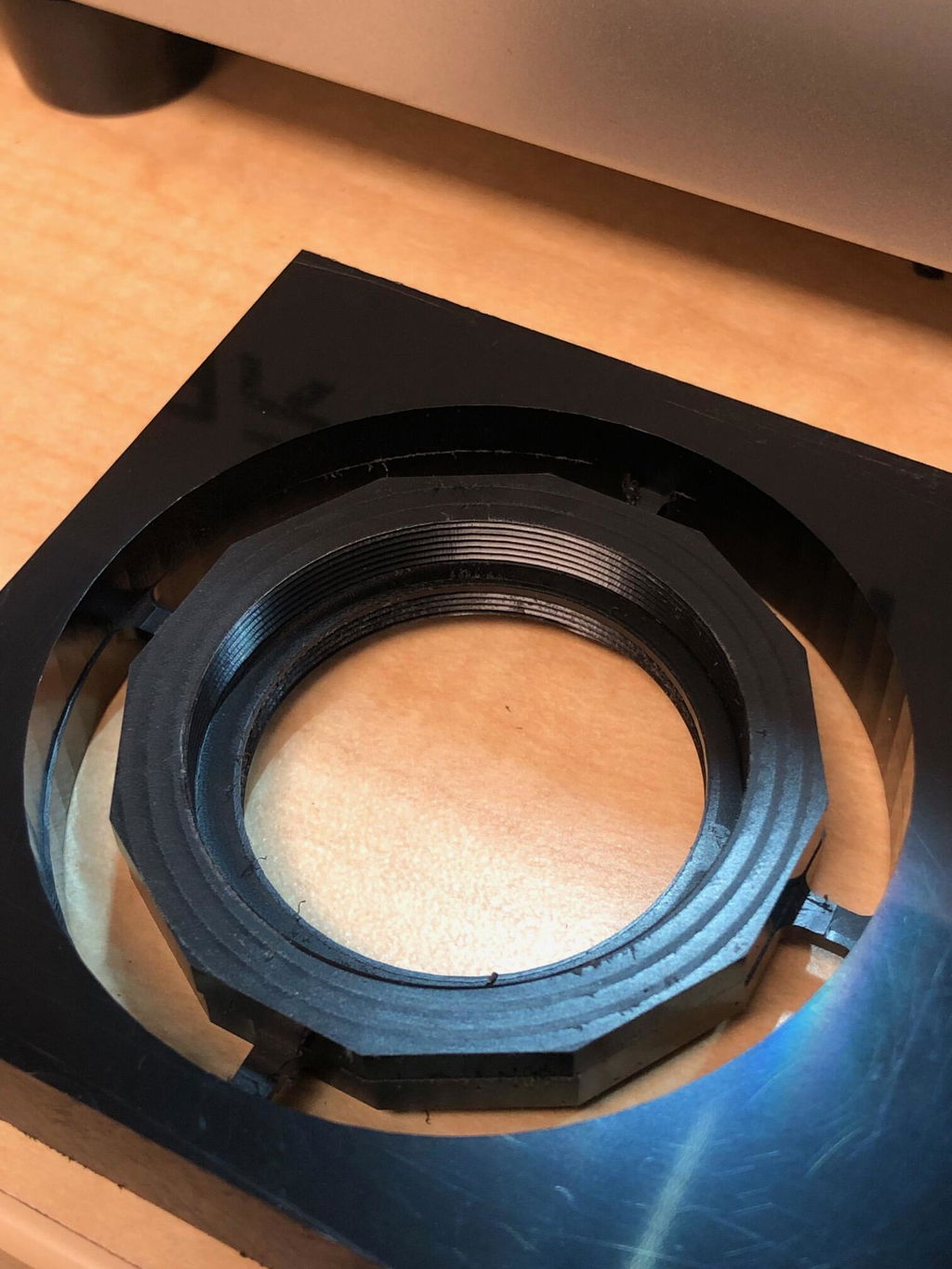
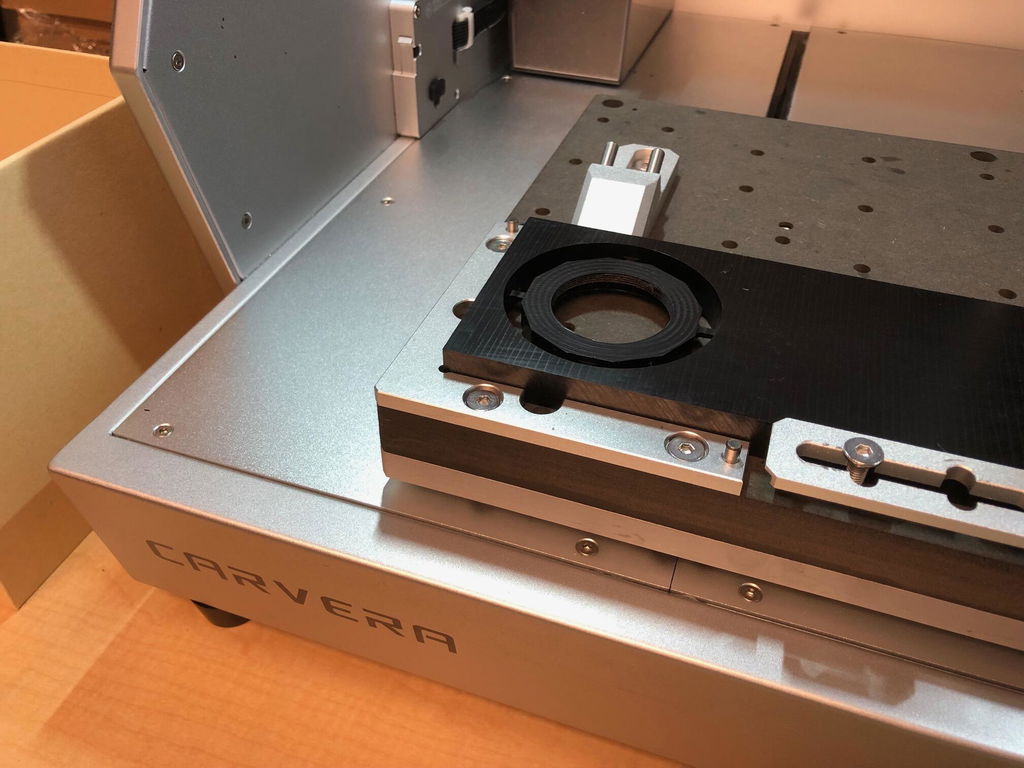
I bought the thread milling bit in order to make large diameter metric threads. To test the idea I made an adapter from M42x0.75 to M36.4x1. In Fusion, through trial and error, I used 4 passes at 0.1mm steps with a repeat final pass in the threading operation. I made the part in Delrin using a 2-sided flip (the flip wasn't perfectly aligned).
Here are a few pictures - including a couple parts threaded into the adapter.